 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Products
- Large Home Appliance Mould
- Small Home Appliances Mould
- Plastic Household Parts Mould
- Plastic Medical Equipment Mould
- Plastic Office Facilities Mould
- Plastic Automotive Parts Mould
- Plastic Motorcycle Parts Mould
- Pet Products Mould
- Chair Plastic Mould
- Plastic Industrial Parts Mould
- Plastic Crate Injection Mould
- Plastic Kid Products Mould
- Plastic Thin-wall Mould
- PET Preform And Cap Mould
- Plastic Pipe Fitting Mould
- Plastic Products
- Other Moulds






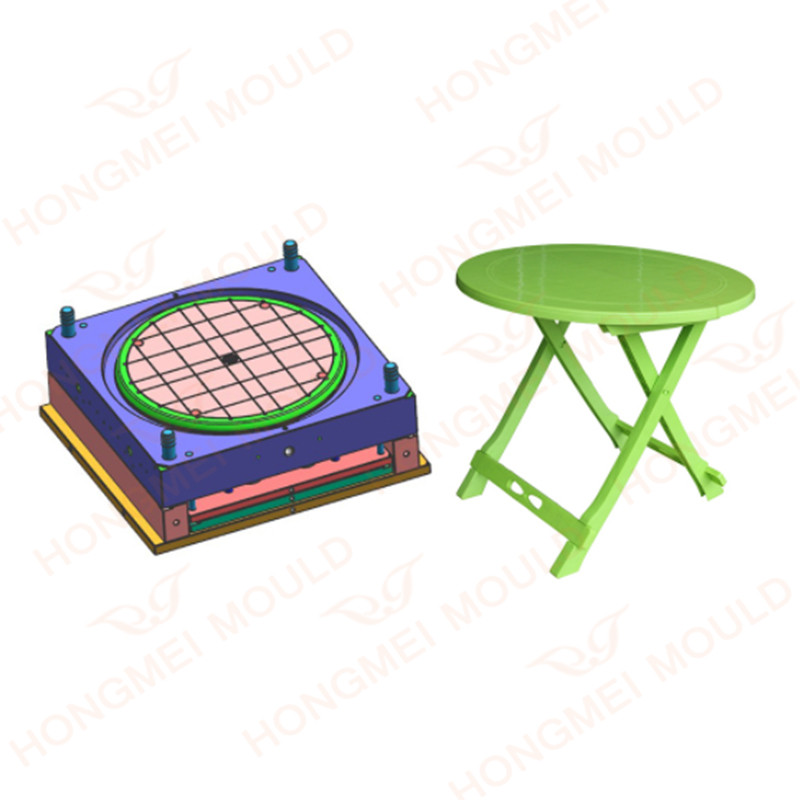
Round garden Plastic Table Mold
As the professional manufacture, we would like to provide you high quality Round garden Plastic Table Mold. And we will offer you the best after-sale service and timely delivery.Plastic injection table mould have 3 sets of mould, table leg, table leg cover and table plate,Round garden Plastic Table Mold we use hot runner and 718 mould steel to produce.
Send Inquiry
Product Description
As the professional manufacture, we would like to provide you high quality Round garden Plastic Table Mold. And we will offer you the best after-sale service and timely delivery.
Round garden Plastic Table Mold Feature
Raw material: PP
Mold steel: 718
Mold base: 45#
Runner: hot runner big gate
Ejection: stripper
Mould life: 500,000 shots
Delivery date: 75 working days
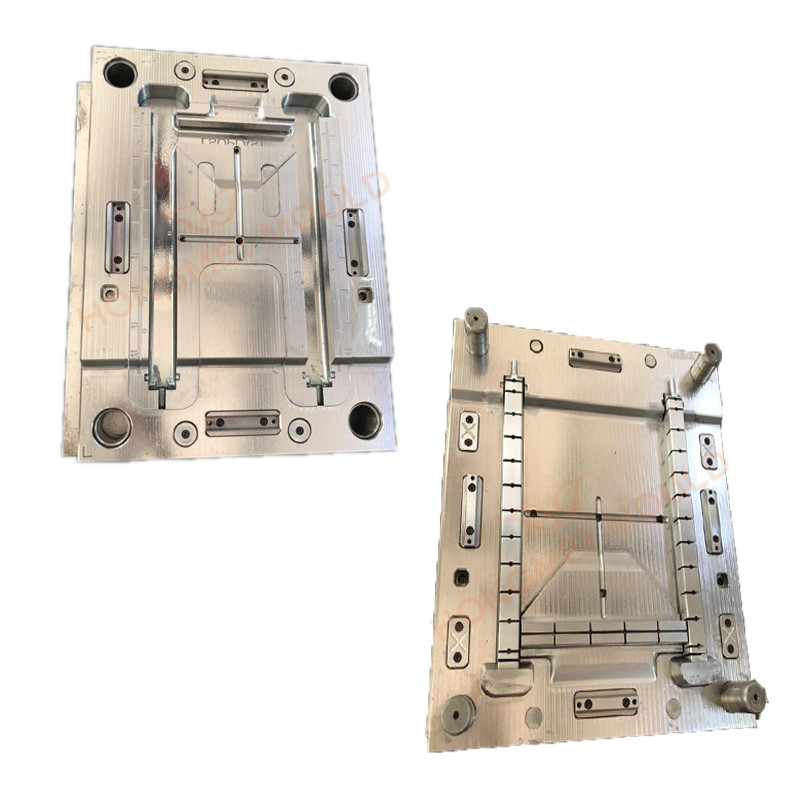
The process of our Hongmei Company making this mold
Hongmei Mold will choose the most suitable steel to make molds as per your products, usually, for Round garden Plastic Table Mold, our company will recommend 718 steel with a warranty mold life of 500000 shots. Before mold design, we will analyze the product to check if it can flow balance. For leg mold, it needs to use an oil cylinder to move the core part because the leg product inside is hollow. With the precision tooling equipment and strict dimension control, the testing samples' appearance and fittings are good after mold testing, and we can ship the mold to you in a short time. Our company pays attention to the design of the runner system and cooling system, we use a good hot runner brand which has good feedback from our customers, hot runner system will behave good filling. Besides, our cooling lines will be designed close to the product molding position to achieve the largest cooling effect. We will design Round garden Plastic Table Mold to fit with your machine parameter. And if you can not open 3D mold design, we have our mold report, you can see our mold report to check the mold size, cooling line diameter, etc.
The design principle of plastic round table mold
1. Design basis
* The accuracy of dimension and its relative dimension
According to the specific requirements and functions of the whole product of plastic products to determine its external quality and specific size belongs to which kind: appearance quality requirements are higher, the size accuracy requirements are lower plastic products, such as toys; Functional plastic products, strict size requirements; Plastic products, such as cameras, that are strictly required in appearance and size.
* Whether the stripper slope is reasonable
Demoulding slope is directly related to the demolding and quality of plastic products, that is, the injection process, whether the injection can be carried out smoothly; the demolding slope is enough; slope to plastic products in the molding of the parting or parting surface; whether it will affect the accuracy of appearance and wall thickness size; whether it will affect the strength of a part of plastic products.

2. Design procedures
Analysis and digestion of plastic product drawing and solid (solid sample):
* The geometry of the product
* Dimensions, tolerances, and design benchmarks
* Technical requirements
* Name and brand of plastic
* Surface requirements
* Cavity number and cavity arrangement
* Product weight and injection volume of injection machine
* The projected area of the product and the clamping force of the injection machine
* Mold size and the effective area of the injection machine installation mold, (or the distance between the pull rod of the injection machine)
* Product precision, color
* Whether the products have side shaft cores and their treatment methods
Cavity number was determined, and then to the arrangement of the cavity, the cavity position arrangement, cavity arrangement involves the Round garden Plastic Table Mold size, the design of gating system, the balance of gating system, the design of the core-pulling slider) institutions, insert, and the design of the core, the design of the heat exchange system, these problems and parting surface and the selection of gate location, so in the process of the specific design, to make the necessary adjustments, in order to achieve the more perfect design.

3. Determination of the parting surface
It doesn't affect the appearance. To ensure the accuracy of products, mold processing, especially cavity processing.
It is conducive to the design of the pouring system, exhaust system, and cooling system.
It is conducive to die opening (parting, demolding) to ensure that the products are left on the side of the moving die when the die is being opened.
Facilitate the arrangement of metal blocks.
4. Design of pouring system
The design of the pouring system includes the selection of the main flow channel, the determination of the shape and size of the runner section, the choice of the location of the gate, the gate form, and the determination of the gate section size.
When designing a gating system, the location of the gate is first selected.
Gate location selection is directly related to the product molding quality and the smooth process of injection. The gate location selection should follow the following principles:
* Gate location should be selected on the parting surface as far as possible, so as to facilitate Round garden Plastic Table Mold processing and use of the gate cleaning
* The distance between the gate position and each part of the cavity should be consistent as far as possible, and the flow of the tool should be the shortest
* The location of the gate should ensure that plastic flow into the cavity, the cavity in the wide, thick wall parts, so as to facilitate the smooth plastic flow
* Gate position should be opened at the thickest section of plastic parts
* Avoid direct injection of plastic into the cavity wall, core, or insert when flowing down the cavity, so that plastic can flow into all parts of the cavity as soon as possible, and avoid deformation of the core or insert
* Try to avoid the products producing welding marks, or make the welding marks in the product is not important parts;
Gate position and plastic inflow direction should make the plastic flow into the cavity, along the parallel direction of the cavity uniform inflow, and conducive to the discharge of gas in the cavity
* The gate should be placed on the part of the product that is easiest to remove without affecting the appearance of the product as much as possible.
5. Design of exhaust system
The exhaust system plays an important role in ensuring the forming quality of products.
Using the exhaust slot, the exhaust slot is generally located at the part where the cavity is filled at the end. The depth of the exhaust slot varies with different plastics, and is basically determined by the maximum clearance allowed by the plastic without flanging, for example, ABS0.04 is below 0.02mm of plaster and 0.02 of steel.
Use the fitting clearance of core insert push rod or special exhaust plug to exhaust; Sometimes in order to prevent products in the ejection caused by vacuum deformation, the gas pin must be set; Sometimes anti-vacuum adsorption components are designed to prevent vacuum adsorption of products and modules.
6. Design of cooling system
The design of the cooling system is complicated work, which should consider the cooling effect and the uniformity of cooling, and the influence of the cooling system on the overall structure of the Round garden Plastic Table Mold.

7. Include:
* The arrangement of the cooling system and the specific form of the cooling system
* Determination of the specific location and size of the cooling system
* Key parts such as moving mold or insert cooling
* Cooling of side sliders and side cores
* Design of cooling elements and selection of cooling standard elements
* Sealing structure design
Accept small orders of Injection molding products with small MOQ.
There are 6 senior engineers, 5 designers, and 50 experienced Round garden Plastic Table Mold workers to ensure the order process is managed as efficiently as possible.
Precise mold structure, shorten mold cycle time, lengthen mold life is our final target of qualified molds.
Our efficient Communication and work can meet the demands of the customers and develops long-term cooperation with win-win.
Hongmei always can be your reliable supplier.
Contact Me

Hot Tags: Round garden Plastic Table Mold, China, Customized, Quality, Fashion, New Style, Hot Selling, Popular, Cheap, Buy, Latest Selling, Wholesale, Newest, Low Price, Factory, Made in China, Price, Manufacturers, Suppliers, OEM, ODM, On Time Delivery, Free Sample
Product Tag
Send Inquiry
Please feel free to fill your inquiry in the form below. We will reply you in 24 hours.










X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy