 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Products
- Large Home Appliance Mould
- Small Home Appliances Mould
- Plastic Household Parts Mould
- Plastic Medical Equipment Mould
- Plastic Office Facilities Mould
- Plastic Automotive Parts Mould
- Plastic Motorcycle Parts Mould
- Pet Products Mould
- Chair Plastic Mould
- Plastic Industrial Parts Mould
- Plastic Crate Injection Mould
- Plastic Kid Products Mould
- Plastic Thin-wall Mould
- PET Preform And Cap Mould
- Plastic Pipe Fitting Mould
- Plastic Products
- Other Moulds








Plastic Moveable Air Condition Shell Mould
As the professional manufacture, we would like to provide you high quality Plastic Moveable Air Condition Shell Mould. And we will offer you the best after-sale service and timely delivery.We are a professional China Plastic Moveable Air Condition Shell Mould manufacturer, if you want to know more, you can contact us.
OEM Air Conditioner Housing Mold, China Air conditioner mould Manufacturer!HoMe welcome you visit our company.
OEM Air Conditioner Housing Mold, China Air conditioner mould Manufacturer!HoMe welcome you visit our company.
Send Inquiry
Product Description
As the professional manufacture, we would like to provide you high quality Plastic Moveable Air Condition Shell Mould. And we will offer you the best after-sale service and timely delivery.
Plastic Moveable Air Condition Shell Mould
Plastic resin:ABS
Mould dimension(mm):1700*980*1140
Mould weight (T):14T
Mould cavity steel:1.2083
Mould Core steel:1.2344
Cycle time:120 S
Manufacture time (day):75DAYS
Mould life:≥500000SHOTS
Cooling line connector type:DME NS350 SERIES quick coupling, excellent cooling system design, cooling design will as many as possible to cooling best.
Plastic Moveable Air Condition Shell Mould Flow
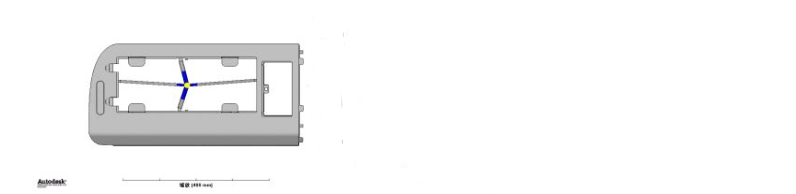
For the large mould, such as the auto parts mould, We can do mould flow analyses before we start working.
After the mould flow analyses, we decide the mould injection gates and structures.
Therefore, the moulds can be finished successfully and smoothly.
What Is The Benefits From Aoxu
Design team and manufacturing
We don't just offer injection molding services, but all-in-one design team and manufacturing services. We can help you build a prototype part, refine your design, choose the right plastic resin for your needs, and manufacture your molds and your products - all in the same facility!
This saves you time and money, since there's no need to work with any other third parties to build your components. We can handle the entire process in-house at our facility, ensuring that you get the plastic injection-molded parts you need quickly and at a low cost.
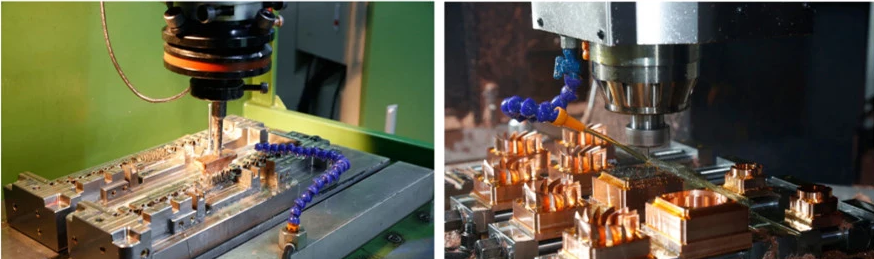
Professional Advanced Machines
We have invested heavily in the latest modern injection molding machines. Our injection molding machines provide more consistent results and higher efficiency - at a lower cost
We pass these savings on to our customers, allowing them to get the plastic injection-molded
HoMe Mould Technology - Your Direct Manufacturing
Unlike some other companies out there, we are not a middle-man. We do not contract your parts out to other third-party manufacturers and take a cut of the profit for ourselves
Instead, we handle every step of the manufacturing process in-house. By doing so, we can ensure that your product quality is absolutely perfect - and minimize the risk of faulty or improperly-molded parts. This, in turn, saves you both time and money.
Common Question About Mould For Air Conditioner Frame
Q: Causes and solutions for product burrs(flash) formed when the injection machine first starts, as well as an incomplete filling after a while of production:
A: When the machine first starts, the melting in the injection machine barrel flows smoothly with a lower stickiness thanks to a longer period of heating, so product burrs tend to occur. After a while of production, since the melting continuously takes the heat away, the product will not be fully injected due to great stickiness and poor liquidity. This problem can be solved by gradually increasing the temperature of the barrel after some time into the production.
Q: In the production process, the product cannot be fully injected, even increasing injection pressure and velocity won't work sometimes. Why and how to solve it:
A: In the production process, the melting continuously takes the heat away, so the product will not be fully injected due to great stickiness and poor liquidity. This problem can be solved by increasing the temperature of the injection machine barrel.
Q: Causes and solutions for product becoming oval:
A: A product becomes oval is because the melting is not evenly fed, causing uneven pressure on the circumference of the product thus making it oval. The 3-point injection approach can be adapted to allow for even feeding.
Contact me
Hot Tags: Plastic Moveable Air Condition Shell Mould, China, Customized, Quality, Fashion, New Style, Hot Selling, Popular, Cheap, Buy, Latest Selling, Wholesale, Newest, Low Price, Factory, Made in China, Price, Manufacturers, Suppliers, OEM, ODM, On Time Delivery, Free Sample
Send Inquiry
Please feel free to fill your inquiry in the form below. We will reply you in 24 hours.










X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy