 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Products
- Large Home Appliance Mould
- Small Home Appliances Mould
- Plastic Household Parts Mould
- Plastic Medical Equipment Mould
- Plastic Office Facilities Mould
- Plastic Automotive Parts Mould
- Plastic Motorcycle Parts Mould
- Pet Products Mould
- Chair Plastic Mould
- Plastic Industrial Parts Mould
- Plastic Crate Injection Mould
- Plastic Kid Products Mould
- Plastic Thin-wall Mould
- PET Preform And Cap Mould
- Plastic Pipe Fitting Mould
- Plastic Products
- Other Moulds







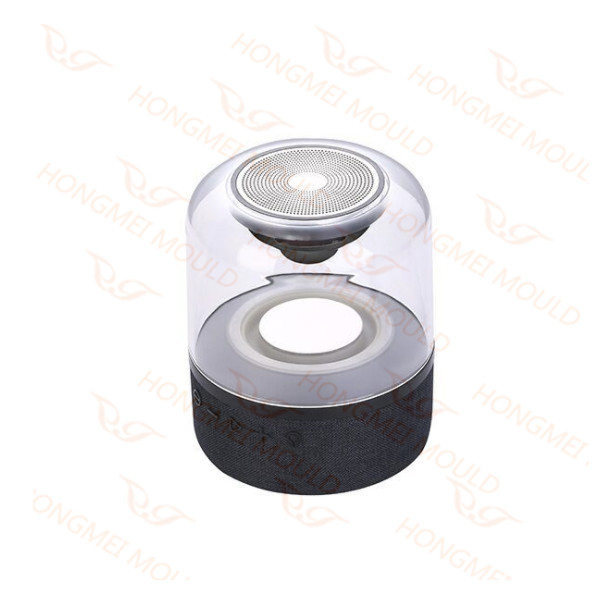
Plastic loudspeaker box shell mould
As the professional manufacture, we would like to provide you high quality Plastic loudspeaker box shell mould. And we will offer you the best after-sale service and timely delivery.To convenient for our human life,more and more small smart device turn out,if you have ideas, we can help you make the product shell mould, catch the opportunity to get the benefit.Here we introduce the Plastic loudspeaker box shell mould.
Send Inquiry
Product Description
As the professional manufacture, we would like to provide you high quality Plastic loudspeaker box shell mould. And we will offer you the best after-sale service and timely delivery.
Plastic loudspeaker box shell mould
Mould Steel: H13
Mould Base: P20
Heat treatment: nitride
Cavity: single cavity
Runner: cold runner
Cycle Time: 33s
Surface treatment: polish
Mould life: 500000 shots
Package: wooden case
Plastic loudspeaker box shell mould design
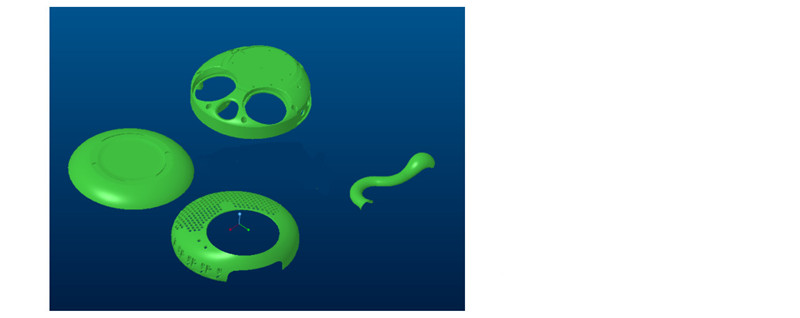
Plastic loudspeaker box shell mould design we pay attention to the technical requirements of plastic parts are that there must be no defects such as piercing, injection molding, flow lines, pores, warpage deformation, silver streaks, cold materials, jet lines, etc.
The average thickness of the plastic part is 1.80 mm, the material of the plastic part is ABS, the shrinkage rate is 1.004, and the weight of the plastic part is 16.56 grams.
How to Choose Hot Runner or Cold Runner of Plastic loudspeaker box shell mould?
Hot Runner Advantage:
1. Shorten the forming cycle time, some thin wall plastic parts could injection within 5 seconds.
2. No water plastic material, it has big means to those high price material.
3. The sprue quality of hot runner forming parts is good, the residual stress after demoulding is low, the deformation of parts is small, so less defective products than cold runner.
4. No need cut the gate and treatment, improve the production efficiency .
Cold Runner Advantage:
1. Mold cost is lower than hot runner, it is important.
2. Mold maintain is cheap
So we could according to our situation to choose hot runner or cold runner, it main according to you output total and mold structure, and material cost.
Mold Accessories
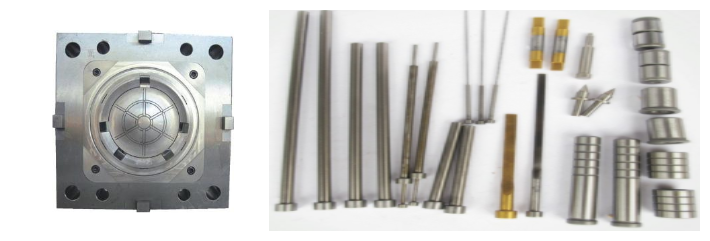
Single shoot, double shoot, double shoot, flat shoot, positioning column,plastic mold guide sleeve, straight sleeve, middle column sleeve, plastic mold guide sleeve, straight sleeve, middle bracket sleeve, positioning column, square type auxiliary device, three-dimensional positioning block guide auxiliary device, A, B, C type nozzle, fixed ring A, B type, standard mechanical switch.
How to Deal With Plastic loudspeaker box shell mouldRusty?

1. When the injection molding has stopped, wipe the plastic mold
2. When stopping molding for a long time, rust inhibitor should be sprayed in the mold cavity. It should be noted that before spraying, the mold cavity must be wiped clean until there is no rust spot.
What is Plastic loudspeaker box shell mould Exhaust System?
1) Where is the air come from?
a. There is air in injection system and mold cavity
b. Some raw material still have water, they will turn into vapour.
c. Some additive volatilize or gas formed by chemical reactions with each other
2) The harm of poor venting
a. In the process of injection molding, melt will replace the gas in the cavity, if the gas could not discharge, the parts will be incomplete and other defects.
b. Because the gas is highly compressed, the temperature in the cavity rises sharply, the the parts may burn. It mainly occurs at the confluence of two strands of melt,dead angle and gate flange.
c. The elimination of gas is not smooth, so that the melt velocity into each cavity is different, therefore, easy to form flow marks and fusion marks, and reduce the mechanical properties of plastic parts
d. Due to the gas obstruction in the cavity, the filling speed will be reduced, the molding cycle will be affected, and the production efficiency will be reduced
Vent Hole Solution:
Open exhaust groove, thimble exhaust, insert exhaust, insert exhaust.
Contact Person
Hot Tags: Plastic loudspeaker box shell mould, China, Customized, Quality, Fashion, New Style, Hot Selling, Popular, Cheap, Buy, Latest Selling, Wholesale, Newest, Low Price, Factory, Made in China, Price, Manufacturers, Suppliers, OEM, ODM, On Time Delivery, Free Sample
Product Tag
Send Inquiry
Please feel free to fill your inquiry in the form below. We will reply you in 24 hours.










X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy