 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Products
- Large Home Appliance Mould
- Small Home Appliances Mould
- Plastic Household Parts Mould
- Plastic Medical Equipment Mould
- Plastic Office Facilities Mould
- Plastic Automotive Parts Mould
- Plastic Motorcycle Parts Mould
- Pet Products Mould
- Chair Plastic Mould
- Plastic Industrial Parts Mould
- Plastic Crate Injection Mould
- Plastic Kid Products Mould
- Plastic Thin-wall Mould
- PET Preform And Cap Mould
- Plastic Pipe Fitting Mould
- Plastic Products
- Other Moulds









Plastic Electronic Fly Insect Swatter Mould
As the professional manufacture, we would like to provide you high quality Plastic Electronic Fly Insect Swatter Mould. And we will offer you the best after-sale service and timely delivery.We are a professional China Plastic Electronic Fly Insect Swatter Mould manufacturer, if you want to know more, you can contact us.
In summer,the fly and insects are around us which always bite us, it is dangerous and nasty,so when in summer, many people like using Plastic Electronic Fly & Insect Swatter to eliminate the fly. Hongmei mould company could help you make this Plastic Electronic Fly & Insect Swatter Mould shell with good quality.
In summer,the fly and insects are around us which always bite us, it is dangerous and nasty,so when in summer, many people like using Plastic Electronic Fly & Insect Swatter to eliminate the fly. Hongmei mould company could help you make this Plastic Electronic Fly & Insect Swatter Mould shell with good quality.
Send Inquiry
Product Description
As the professional manufacture, we would like to provide you high quality Plastic Electronic Fly Insect Swatter Mould. And we will offer you the best after-sale service and timely delivery.
Plastic Electronic Fly Insect Swatter Mould
Mould Feature
Part Material: ABS
Mould Steel: p20
Cavity: single cavity
Ejection system: ejection pin
Runner: cold runner
Cycle Time: 26s
Injection Machine Tonnage: 150T
Lead Time: 30 days
Packing: Wooden case
Introduction of plastic elecytronic fly & insect swatter mould
Bug-exterminating devices are practical but they have a weak point: the insect must come near them to get zapped. But what happens if there is a mosquito or a fly on the loose that you need to get rid of? For those times, what you need is the Dual-use Electric Flyswatter-Zapper Bug Killer with its rechargeable "racket." Take it out and for the next 30 minutes, it remains charged and a potent weapon for getting rid of those annoying flying pests! In other words, this combines the function of an electrocutor bug trap and electric flyswatter in one stylish home unit.
Of course, with the zap racket in place and plugged into an AC outlet, the Dual-use Electric Flyswatter-Zapper Bug Killer works like a standard electric insect trap and lets you enjoy reading or sleeping on a summer night with the windows open. It comes in two colors (white or dark gray), making it simple adjust to your space and taste. Its lightweight and easy to use - just plug it in! The ultimate weapon against insects is here!
Cooling-Line configuration of Plastic electronic fly insect swatter mould
Cool lines is usually organized in series or parallel layouts . Cool lines in parallel construct share the coolant flowed from the plastic mold heat controller. Assuming equal pressing drop per line, the coolant flow-rate-per-line roughly equals the full move rate transport through the tempera-ture controller divided through the amount relating to parallel lines linked to it. For instance, a 11 gallon-per-minute management unit would provide about 1.35 gallons every minute relating to eight equal parallel cool lines.
Slight variations in tension drop among parallel lines can result in big differences in coolant move rate and possible cool difficulties. Series circuits prevent this issue by maintaining a standard coolant move rate through the circuit. About the different hand, a big rise in coolant heat in long series circuits can result in less efficient cool at the ends from the circuits.
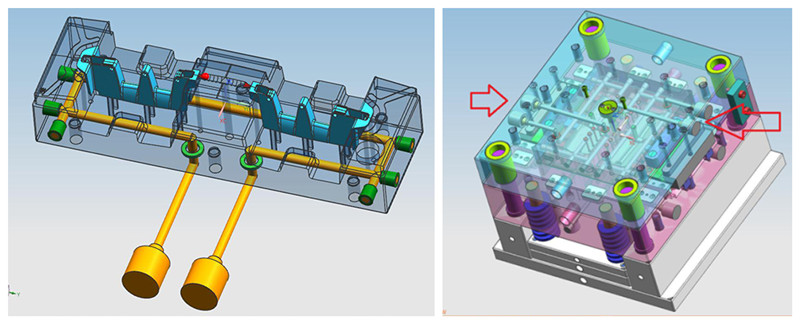
Being a compromise, think about splitting big cool circuits directly into multi smaller series circuits relating to equal tension drop. Make use of flow-control measures to balance move through circuits with imbalanced lengths and/or limitations.
In series circuits, direct cool to locations requiring the most cool first: usually , thick portions, hot punches, or the custom plastic electronic fly insect swatter mould facility. For efficient heat exchange through the custom mould towards the coolant, blueprint the cool sys-tem to attain turbulent move, that is, a Reynolds amount significantly greater compared to the turbulence onset importance relating to about 2,600. With a Reynolds amount relating to 10,000, the ordinary blueprint target importance, water coolant exchanges heat an order relating to mag-nitude faster compared to laminar move Do not undervalue the cool demands relating to thin-walled components. Decreasing wall size by part reduces lowest cool time to one-fourth. To attain the entire cycle-time-reduction possible, the cool method must take away heat at 4x the rate. Different cool factors to address
1. Make use of flow-control meters to examine for obstructions and to modify the coolant move rate through the cool circuits;
2. Prevent move restricting, fast disconnects, and different obstructions that raise tension drop and decrease coolant move rate; and
3. Offer sufficient coolant move to limit the coolant heat rise within the circuits to no over 4.5 degree.
Injection system are also very important to plastic electronic fly insect swatter mould
Ordinary pouring system consists of main runner, branch runner, gate and cold slug well. The molding position of the plastic part must be determined before the design of the pouring system. The design of the pouring system is an important part of the design of the plastic electronic fly & insect swatter mould. It has a direct impact on the injection molding cycle and the quality of the plastic parts (such as appearance, physical properties, dimensional accuracy)
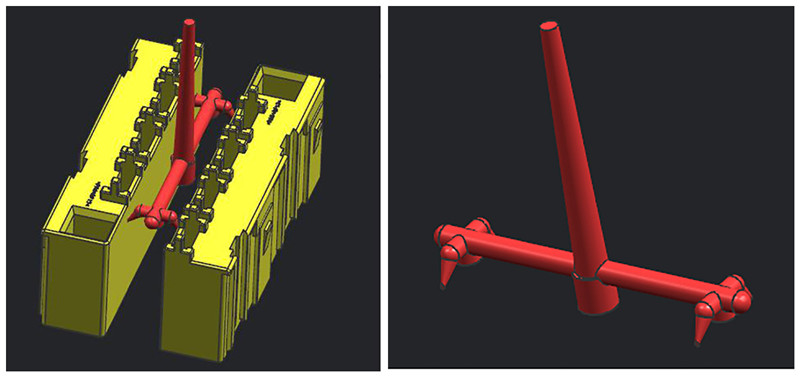
I lost my design of Plastic Electronic Fly & Insect Swatter Mould, so I use another design instead here show you.
The design must be based on the following principles:
(1) The cavity layout and gate opening position should be symmetrical to prevent the mold from being subjected to unbalanced load and causing flashing.
(2) The arrangement of cavities and gates should reduce the overall dimensions of the mold as much as possible.
(3) The system flow channel should be as short as possible, and the cross-section size should be appropriate (too small, the pressure and heat loss will be large, and too large, the plastic consumption will be large): minimize the bending, and the surface roughness should be low to minimize the heat and pressure loss. It may be small. ,
(4) For multiple cavities, the plastic melt should enter the depths and corners of each cavity at the same time as much as possible, and the runners should be arranged as balanced as possible.
(5) Under the premise that the cavity is full, the volume of the pouring system should be as small as possible to reduce the consumption of plastic.
(6) The gate position should be appropriate, try to avoid impacting the insert and the small core, and prevent the core from deforming. The residue of the gate should not affect the appearance of the plastic part.
FAQ
Q: Are you mould factory?
A: Yes, Hongmei company is established in 2014 which specialized in making injection mould.
Q: What kind of mould you can make?
A: Plastic injection mould,mainly including household part mould, appliance shell mould, thin wall part mould, auto motive part mould, industry part mould, pipe mould and pet preform mould.
Q: What about your payment terms?
A: 50% prepayment in advance, and the balance should be paid before shipment.
Q: How long to finish a mould?
A: Mostly will be finished in 45 days, but some complex and big mould will spent more time.
Q: How's annual output of your company?
A: We can make 300-500 sets each year.
Q: How long of the mould warranty period?
A: The mould warranty period for 1 year(Damage caused by human factors or accident are not within the the scope of warranty), and wearing parts will send to you for free.
Hongmei company will customize the mould for you to save time and money. We are looking forward to cooperating with you! Good after sales service! Your satisfaction is our pursuit!
Welcome you inquire us!Further Information Contact us!
Contact me
Hot Tags: Plastic Electronic Fly Insect Swatter Mould, China, Customized, Quality, Fashion, New Style, Hot Selling, Popular, Cheap, Buy, Latest Selling, Wholesale, Newest, Low Price, Factory, Made in China, Price, Manufacturers, Suppliers, OEM, ODM, On Time Delivery, Free Sample
Product Tag
Send Inquiry
Please feel free to fill your inquiry in the form below. We will reply you in 24 hours.










X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy