 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Autocar Tank Radiator Injection Mould
Autocar Tank Radiator Injection Mould
Mould Description
Mould Steel: P20
Mould Cavity: Single or Multiple
Product Material: PA66+GF30%
Injection System: Cold runner
Ejection Type: Ejector Pin
Cycle Time: 50S
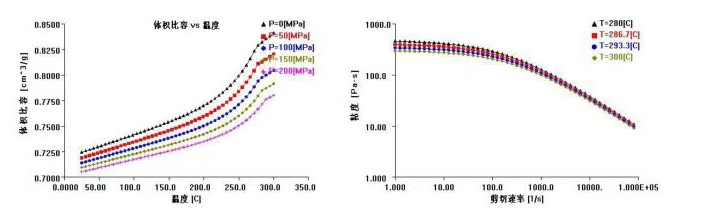
Why Choose Tank Radiator material PA66+GF30%?
With the development of automobile lightweight, in practice, the upper and lower tank radiators of Autocar Tank Radiator Injection Mould are replaced by engineering plastics instead of copper, usually using nylon 66 to add glass fiber material. PA66 has good resistance to high temperature and corrosion, so that the water chamber parts are intact and not bent.the upper and lower tank automobiles are replaced by engineering plastics instead of copper, usually using nylon 66 to add glass fiber material. PA66 has good resistance to high temperature and corrosion, so that the water chamber parts are intact and not bent. At the same time, it has good ductility and beautiful tank radiators parts.
Structure of tank radiator mould
The determination of die structure should consider mould system and actual production situation. Because Autocar Tank Radiator Injection Mould products are side core-pulling structure, so the use of a mold a cavity mold structure, gate using test gate. Auto tank radiator is long straight pieces, when set gate long straight pieces in the middle of the parts, plastic will appear in the process of filling molten molecules and fiber orientation, product different orientation to the buckling occurs, and parallel to the direction and perpendicular to the flow will have a tendency to stress cracking, because perpendicular to the flow of low strength, more prone to stress cracking. So the mold design engineers at Hongmei decided to place the gate at one end of the product.
Product design inspection:
Whatever product design made by HONGMEI MOULD or offered by customers, we always make all round analysis and inspection, such as Plastic Mouldsing process feasibility, Plastic Moulds structure and movement feasibility, all the related plastic components matching situation, etc. It can avoid Plastic Moulds amendment, scrap and other unnecessary Plastic Moulds repair work, which are caused by product design fault. We believe that 10 more minutes we spend on the design, one month may be reduced in production.
With precise analysis, foreseeing rationality analysis for Plastic Moulds design, best processing analysis and Plastic Moulds structure application, it offers the most professional solutions with the most suitable Plastic Moulds performance and technical specification as customer required.
The inspection covers many aspects, such as Plastic Moulds intensity, mold-flow analysis, Plastic Moulds ejection, cooling system, rationality of guiding system, application of Plastic Moulds spare parts' specification, customers' machine selection and special requirement application, etc. All of these should be inspected in according with HONGMEI MOULD Plastic Moulds design standard.
Steel purchasing inspection:
There is strict inspection process and time control of spare parts purchasing, the parts' standardization, size precision, hardness of Plastic Moulds material and material flaw detection and so on.
Mould manufacture is not only mould design,CNC processing and assembly. A good mould company not only concern on this, they will pay more attention to the detail things like mold flow , mould size check, mould CNC precision, water channel check and mould polish degree.

Inspection Equipment
1. sliding caliper
2. Multimeter
3. Hardometer
4. Measure tape
5. Micrometer calipers
6. CMM machine
Appearance Inspection Standards
1. Mould base size should be standard
2. Tidy and smooth of the mould base surface
3. Mould steel must be the same as the contract
Mould Structure
1. Reasonable mould structure
2. The slides must smooth and need heating treatment,there is a oil groove on the slide
3. Lifter, insert and injection pin,bush should be operate smooth.
Cooling System
1. Reasonable cycle cooling system
2. Smooth water channel, no leak water and air
3. The interface size of the water channel should be the same as the drawing
Injection System
1. Locate ring should be suit for the injection machine, main runner size and slope should be design reasonable
2. Feeding method and branch runner should be reasonable position, the gate is easy for falling off
3. Parting Line design reasonable
4. Some mould marked date of day/Month/Year or material or logo
5. Injection Pin should be design suitable
Send Inquiry




X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy