 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Products
- Large Home Appliance Mould
- Small Home Appliances Mould
- Plastic Household Parts Mould
- Plastic Medical Equipment Mould
- Plastic Office Facilities Mould
- Plastic Automotive Parts Mould
- Plastic Motorcycle Parts Mould
- Pet Products Mould
- Chair Plastic Mould
- Plastic Industrial Parts Mould
- Plastic Crate Injection Mould
- Plastic Kid Products Mould
- Plastic Thin-wall Mould
- PET Preform And Cap Mould
- Plastic Pipe Fitting Mould
- Plastic Products
- Other Moulds






Car Lamp Cover Injection Mould
As the professional manufacture, we would like to provide you high quality Car Lamp Cover Injection Mould. And we will offer you the best after-sale service and timely delivery.We are a professional China Car Lamp Cover Injection Mould manufacturer, if you want to know more, you can contact us.
Car lights are mainly used for lighting, can be said to be the eyes of the car, car lights are for all the car lighting system collectively,so we make this car light cover mould are carefully.
Car lights are mainly used for lighting, can be said to be the eyes of the car, car lights are for all the car lighting system collectively,so we make this car light cover mould are carefully.
Send Inquiry
Product Description
As the professional manufacture, we would like to provide you high quality Car Lamp Cover Injection Mould. And we will offer you the best after-sale service and timely delivery.
Automobile lamp appearance requirements are high, several important parts are transparent parts, electroplating parts, etc., it can be said that the car appearance requirements of the highest parts is the lamp, so the mold design and manufacturing requirements are very high.
The main lighting parts of an ordinary car are front and rear headlights. Different car lights have different configuration, the same car according to the high and low configuration is not the same.
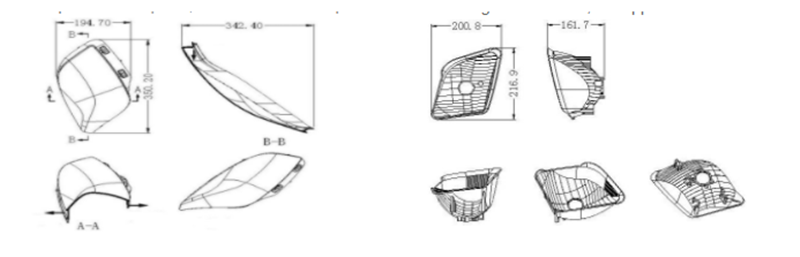
Car Lamp Cover Injection Mould
Plastic mould: Car Lamp Cover Injection Mould
Mould cavity: 1+1
Hot runner: 4 drops with “HOTSET” heating coils, separted temperaturer controller
Mould cavity steel: DIN 1.2738
Mould core steel: DIN 1.2312
Mould slider insert: DIN 1.2738 with Nitriding
Core insert activation: 4 Hydraulic Cylinders
Plastic material: ABS
Cycle time: 40 Secs
Delivery time: 50 days
Any other requirement you can discuss with us.
Car Lamp introduction
Automobile lamp appearance requirements are high, several important parts are transparent parts, electroplating parts, etc., it can be said that the car appearance requirements of the highest parts is the lamp, so the mold design and manufacturing requirements are very high.
The main lighting parts of an ordinary car are front and rear headlights. Different car lights have different configuration, the same car according to the high and low configuration is not the same.
The main components of front and rear lamps are: left and right lenses, left and right decorative frames, right and left lamp shells, and right and left mirrors.

Car Lamp Appearance Requirements
1 . Optical Lens
The product is transparent, the inside side has the pattern, the appearance request is high
2 . Adornment Casing
The appearance of the product is aluminized, and some areas need to be frosted
3 . The Lamp Shell
Products for internal functions, cap holes, back cover holes and other assembly requirements.
4 . Reflector
Electroplating products, there are strict requirements for light distribution, the appearance of aluminum plating
Mould Design Structure
Automotive light shell plastic is easy to adhere to the fixed mold phenomenon, to solve the lamp shell plastic fixed mold design prevention is:
* Before the mold design, check whether the release slope of the area with large clamping force of the plastic parts is greater than 3 degrees or above, and try to design it at more than 5 degrees to avoid sticking fixed mold and dragging damage of the plastic parts.
* Invert pattern is designed on the inner side of the plastic parts where the mold is easy to stick and the sealing force is large. The depth of invert pattern is 0.5~1mm, and the invert pattern is designed near the round corner of the plastic parts.
* Design reinforcement bars on the inner side of the molded parts where the clamping force is large, or design an inverted hook on the push rod.
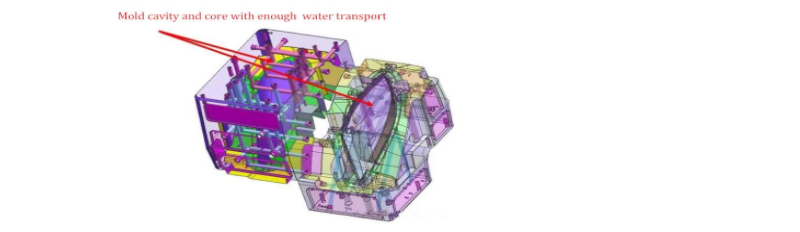
The cooling water channel adopts the combined form of "vertical water pipe + inclined water pipe + riser water well", and the cooling system preferentially adopts vertical water pipe. Next is inclined water pipe, only then USES the partition type well.
The combined cooling channel is evenly arranged and close to the cavity, which is suitable for injection mold with large batch and high precision. Its shortcoming is cooling water pipe processing is more troublesome.
In the mold design, the area with large holding force of the plastic parts is due to the die slope of more than 5 degrees and the inverted pattern of 0.5mm deep is designed on the moving mold side.
Therefore, the mold ejecting and stripping is smooth, the mechanism moves smoothly, the mold is safe, stable and reliable, and the mold does not adhere to the fixed mold phenomenon, successfully solving the problem of lamp shell plastic parts sticking fixed mold. After trial production, the model has good loading effect and stable dimension.
Hongmei Mould Company Advantage
- Free Design: Including part design and mould design
- Service: 24 hours on line service
- Equipment: Five-axis high-speed milling machines
Three-axis high-speed milling machines
CNC milling machines
Deep hole drilling machines
Large-scale milling machines
CNC engraving machines
Electric sparks (EDM)
wire cutter
Contact Me
Hot Tags: Car Lamp Cover Injection Mould, China, Customized, Quality, Fashion, New Style, Hot Selling, Popular, Cheap, Buy, Latest Selling, Wholesale, Newest, Low Price, Factory, Made in China, Price, Manufacturers, Suppliers, OEM, ODM, On Time Delivery, Free Sample
Product Tag
Send Inquiry
Please feel free to fill your inquiry in the form below. We will reply you in 24 hours.










X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy