 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Products
- Large Home Appliance Mould
- Small Home Appliances Mould
- Plastic Household Parts Mould
- Plastic Medical Equipment Mould
- Plastic Office Facilities Mould
- Plastic Automotive Parts Mould
- Plastic Motorcycle Parts Mould
- Pet Products Mould
- Chair Plastic Mould
- Plastic Industrial Parts Mould
- Plastic Crate Injection Mould
- Plastic Kid Products Mould
- Plastic Thin-wall Mould
- PET Preform And Cap Mould
- Plastic Pipe Fitting Mould
- Plastic Products
- Other Moulds






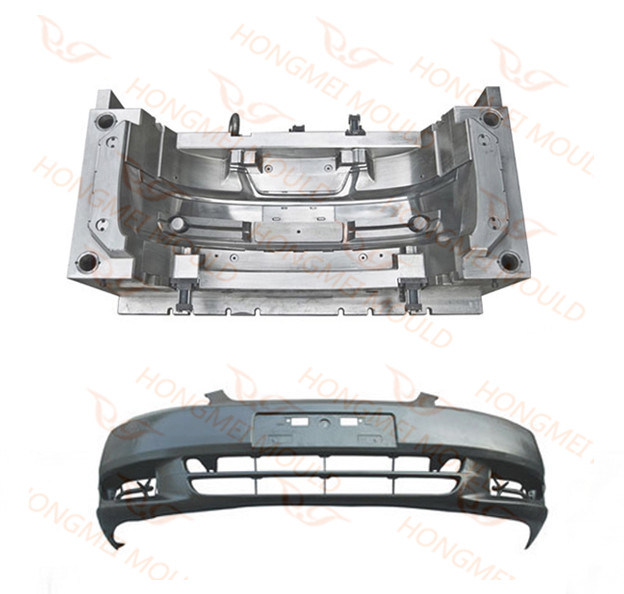

Automotive Bumper Injection Mould
As the professional manufacture, we would like to provide you high quality Automotive Bumper Injection Mould. And we will offer you the best after-sale service and timely delivery.We are a professional China Automotive Bumper Injection Mould manufacturer, if you want to know more, you can contact us.
Deepening and detailing can provide perfect products. Specializing can give well one-stop mold service. Hongmei is a mold company specialize in making automotive parts mold.
Deepening and detailing can provide perfect products. Specializing can give well one-stop mold service. Hongmei is a mold company specialize in making automotive parts mold.
Send Inquiry
Product Description
As the professional manufacture, we would like to provide you high quality Automotive Bumper Injection Mould. And we will offer you the best after-sale service and timely delivery.Mould Feature
Mould Name: Automotive Bumper Injection Mould
Mould Size: 2200×1150×1150mm
Mould Life: 500K shots
Circle Time: 185s
Injection Gate: 5tip hot runner
Ejection Way: ejector pin
Mould Core and Cavity Steel: P20
Machine: Dakumar 1600T
Delivery Time: 95 Days
Mould Name: Automotive Bumper Injection Mould
Mould Size: 2200×1150×1150mm
Mould Life: 500K shots
Circle Time: 185s
Injection Gate: 5tip hot runner
Ejection Way: ejector pin
Mould Core and Cavity Steel: P20
Machine: Dakumar 1600T
Delivery Time: 95 Days
From product design, mold design, mold flow analysis, we have a professional team working for bumper mould project and there are more than 15 sets of different size machine which are specially for Mould testing.
Before designing Automotive Bumper Injection Mould---MOLDFLOW

Automotive bumper part is absolutely an aesthetic plastic component with big size and high surface requirements. So before designing the product and mold, it's better to use Moldflow to anaylize the deformation of product, the location of part line, the efficiency of cooling water way, the matter of material filling, etc.
The moldflow will analyze specifically following sections:
1. Flow Analysis Section
fill time; pressure at V/P(velocity/pressure) switchover; temperature at flow front; bulk temperature; bulk temperature at end of fill; shear rate & bulk; pressure at injection location; volumetric shrinkage at ejection; time to freeze; frozen layer fraction; percent of shot weight; air traps; average velocity; clamp force centroid; clamp force; flow rate/beams; frozen layer fraction at end of fill; material source; in-cavity residual stress in first principal direction; in-cavity residual stress in second principal direction; orientation at core; orientation at skin; pressure; pressure at injection location; pressure at end of fill; recommended ram speed; shear rate(Midplane/Fusion); shear stress at wall; sink index; temperature; throughput; velocity(Midplane/Fusion); volumetric shrinkage; weld lines; hold pressure
2. Cooling Analysis Section
circuit coolant temperature; circuit reynolds number; circuit metal temperature; circuit flow rate; product top part temperature; product bottom part temperature; product two side temperature difference; cold runner temperature on mold surface; product freeze time; product maximun temperature; cold runner maximum temperature on mold; product average temperature; product maximum temperature position; product temperature profile; mold boundary temperature
3. Warping Analysis Section
stress in first principal direction; stress in second principal direction; Mises-Hencky stress; stress tensor; strain in first principal direction; strain in second principal direction; strain tensor; maximun shear stress; anisotropic shrinkage; isotropic shrinkage; bending curvature; material orientation; average fiber orientation
After making moldflow, the potential problem in product & mold design can be found, also the possible forming defect of product can be found. So when designing, these problems can be avoided, which can reduce the revise time and save cost. So for high requirements or large size automotive part mold, it's a good choice to make moldflow before design.
During designingAutomotive Bumper Injection Mould

Hongmei Mould has professional designers for checking fixtures specially, who are well know of GD&T drawing. We always obey the following rules:
1. Making the preliminary design exactly based on custmer's GD&T drawings, and making sure all the points on the drawing are checked and tolerance requirements are met.
2. Improving the design according to customer's feedback, and making the mold easier for machining and usage, at the same time, saving the machining cost and decreasing the lead time.
3. Making the design flexible, in case for future repairment easily for our customer.
Mould CNC Processing

Also after finishing design, our project manager will check the rationality of 3D structure, for the bumper product is a large thin-walled injection molding part, also is a exterior part, which requires good performance on material and surface. So below points need to check carefully:
1. Wall thickness
For bumper mold, the wall thickness should be balance, otherwise it will cause uneven contraction because of different speed of solidify or cooling, which at last will cause product warping, transformation or void.
2. Draft angle
Considering the best draft angle, the draft angle larger, it's more easy for demolding, but will cause uneven product thickness, so need to choose a compromised angle number to get a good product.
3. Reinforcing rib
For large size product, only with a certain wall thickness can't guarantee the product shape and size, let alone the certain strength. So in some parts with hole, large hook face or mounting point need to add some reinforcing ribs to increase the strength and stiffness. For exterior product, shouldn't add ribs on CLASS A surface. In CLASS B face, the ribs wall thickness should not more than 3/4 of the product wall thickness. In CLASS C&D surface or some low surface quality requirements parts, the ribs can be added.
4. Round corner
Commonly, the minmum round corner will be R0.5, and to avoid placing the round cornner in joint face, otherwise will add the manufacture cost and difficult.
5. Hole
For the shape of hole should be as simple as possile, also there should be some distance between hole and wall.
Contact me

Hot Tags: Automotive Bumper Injection Mould, China, Customized, Quality, Fashion, New Style, Hot Selling, Popular, Cheap, Buy, Latest Selling, Wholesale, Newest, Low Price, Factory, Made in China, Price, Manufacturers, Suppliers, OEM, ODM, On Time Delivery, Free Sample
Send Inquiry
Please feel free to fill your inquiry in the form below. We will reply you in 24 hours.










X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy