 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Food Container Mould Design
Product features:
1. Structural characteristics
The disposable fast food box has a relatively large shape and a thin wall thickness of 0.35~0.5 mm.
2. Usage characteristics
Requirements for the use of disposable fast food boxes: first, reliable quality, including reliable strength of plastic parts, beautiful appearance, non-toxic and harmless; second, low manufacturing cost, including single plastic parts, light weight, low material price and high material utilization, production The processing is convenient and the output is large enough.
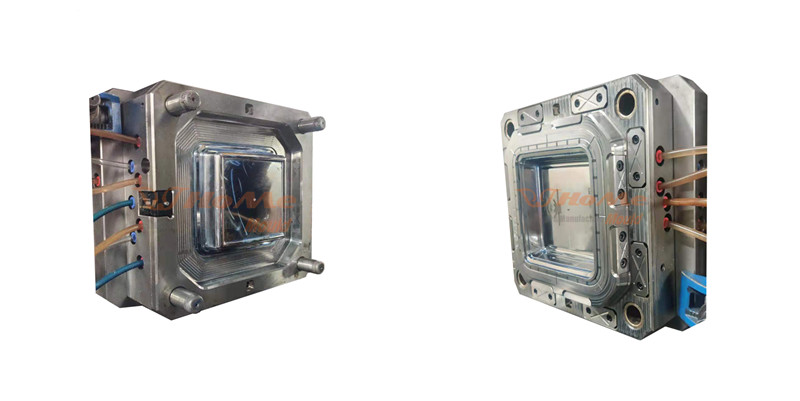
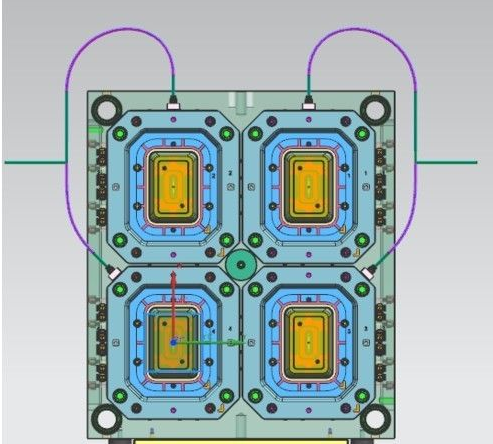
Mould structure design:
Considering the characteristics of disposable fast food boxes comprehensively, the mold design adopts a two-plate mold structure with 4 cavities. In addition, the pouring system, cooling system, and ejection system need to be considered.
1. Pouring system design
In order to fully improve the material utilization rate, and due to the poor fluidity of polypropylene (PP), a disposable snack box with a wall thickness of about 0.5 mm should be injection molded in a short time. The mold pouring system should adopt the form of a hot runner. The hot runner has the following advantages: ① save raw materials; ② can improve the molding quality of plastic parts; ③ help to improve production efficiency and facilitate automated production. The disadvantage is that the temperature of the mold is too high, and attention should be paid to sufficient cooling, the mold manufacturing cost will increase. Considering the advantages and disadvantages of the hot runner comprehensively, the final use of the hot runner system helps to improve the molding quality and production efficiency of the plastic parts.
2. Cooling system design
The function of the cooling system is to make the mold cool down quickly and control the mold temperature. Since the temperature of PP material during injection molding is 220~270 ℃, the reasonable design of the cooling system will greatly reduce the cooling time of plastic parts, and thus shorten the injection molding cycle. Due to the special structure and requirements of the mold, the cooling system uses multi-loop cooling to fully ensure the cooling of the molded plastic parts.
Since the mold uses a hot runner system, the temperature of the hot nozzle part will be relatively high, and a cooling system is also added to the hot nozzle of the hot runner.

3. Ejection system design
Due to the large shape of the disposable fast food box and the relatively thin wall thickness, the plastic parts have a greater tightening force on the mold parts. If an ordinary push-rod push-out system is used, it is easy to concentrate the force at the position of the push-rod point, and the push-rod marks will affect the plastic The molding quality of the parts will be broken when serious, resulting in waste products. If the push-plate type ejection is used, the scrap rate will be reduced, but the push-plate structure will increase the excess movement of the mold, extend the production cycle, and reduce production efficiency.
The mold uses a multi-point gas-assisted ejection structure. After the mold is opened, the air is blown into the cavity at a certain pressure to separate the plastic parts and the mold. Multi-point gas-assisted ejection has the following advantages: First, it is easy to control the pressure, and the ejection force is uniform, so as not to blow the plastic parts; second, the gas-assisted ejection does not eject → reset → re-eject → re-reset, only the pressure needs to be controlled, and the gas can be blown out on time. Save the molding time and shorten the molding cycle.
Send Inquiry




X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy